 |
これが私が愛用している家庭用溶接機(100V仕様)です。三年ほど前のお正月に、ホームセンターの1万円の福袋に入っていました。他に溶接棒やらなんやらが入っていたので、たぶん本体価格は7000円ぐらいでゲットしたことになります。 よく「100V溶接機は使い物にならない」と言う話を聞きますが、コツさえつかめれば、十中八九アークをスタートさせることが出来ます。運棒は個人の技量の問題ですので、練習するしか有りませんが。。。 この家庭用溶接機が使えないと評価さえる理由は、一次側電圧・電流が100V・15Aと小さいため、どうあがいても二次側出力はこの入力エネルギー以上にはならない、すなわち「力不足」によるものです。 であれば、外から別の力、エネルギーを供給すればいいだけのことです。 で、写真真ん中に写っているガスバーナーを併用します。その手順として、 ①溶接する母材をガスバーナーで5秒ほど加熱します。 ②その後、バーナーと母材間の火の中に、溶接棒の先端を差し込みます。(母材の加熱は継続中です) ③溶接棒先端が真っ赤に加熱されたら、速やかにバーナーの火を消し、捨て板の上で、ブラッシング法によって、アークを発生させ溶接棒先端を更に加熱させます。ハイブリッドに限らず、熱量の小さい溶接機で溶接する際の、必須作業です。 ④溶接点での初期アークの発生は、溶接棒で母材をトントンと叩く「タッピング法」ではなく、溶接棒先端を母材の上で横に滑らす「ブラッシング法」が確実です。 |
||
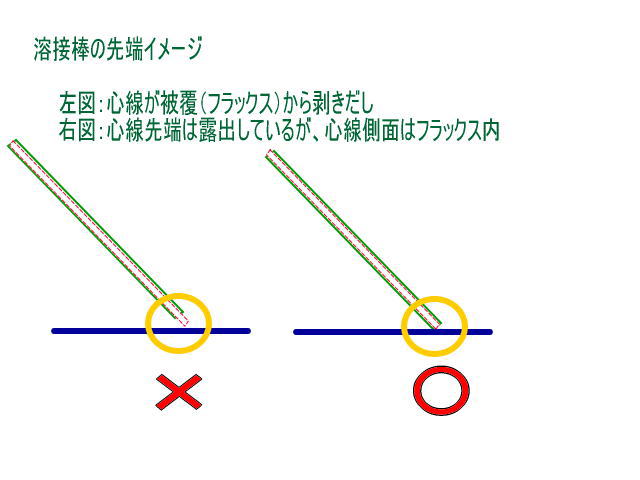 |
タッピング法だと、溶接棒の心線と母材がタップした瞬間、直接触れます。容量の大きい溶接機なら、母材に触れる寸前にその母材と溶接棒の間隙でアークが発生し継続するのですが、家庭用溶接機の場合、アークが発生する前に溶接棒と母材が完全に接触してしまうため、短絡状態となってアークが発生しません。 であれば、溶接棒を母材にゆ~っくり近づけ、1ミリ程度の間隔を保持できれば、理論的には、初期アークを発生させられるのですが、手の振れや電流が流れた際の電磁吸引力によって、そんな神業は不可能です。 ここで、登場するのが「ブラッシング法」になります。ただ、ブラッシング法を使うにしても、図の左側のように、心線が露出していると、横方向にブラッシングする前に溶接棒と母材が直接接触して溶着してしまいます。(タッピング失敗と同じ状態です) したがって、図の右側のように心線先端は露出させているのですが、母材との間隔はフラックスで確保させると、適切なアーク間隔を保てますので、初期アークが発生しやすくなります。 最初は溶接棒は寝かせ気味で移動させ、それでアークが発生しなかったらだんだんと立てていきます。立てていくことでフラックスを絶縁材として確保している、心線と母材の絶縁間隔をだんだん狭くして、適切な間隔を模索しようと言うものです。完全に直角になると、タッピングと同じ理屈でアークが発生する前に溶接棒が溶着してしまいます。 その角度は、母材の余熱温度や気圧・湿度などで微妙に変化します。ですから、溶接棒と母材がくっつくイライラを避けたいなら、まずは寝かせ気味でブラッシング法を始めて下さい。 また、何回かブラッシングすると、心棒先端部分にフラックスが付着してしまいます。パチパチという初期アーク発生前の火花が、直角にタッピングしても全く出ないようなら、ペンチで溶接棒先端を1mm程度「パッツン!」と切断します。よく「ペンチでぐりぐりとやってフラックスを剥いで、心棒を出せ」という解説書を見ますが、家庭用溶接機では、それをやってはいけません。図の左側のような状況となって、アークが発生する前に溶着して、イライラは解消できません。 |
||
| 【ターボ・チャージャー】 余談ですが、私の師匠は、自動遮光式の溶接面を持っていて、両手が自由に使えるものですから、ガスバーナーで加熱しながら(ガスバーナーの炎の中で)アーク溶接をします。まさにガス・ターボチャージャー状態です。ガス溶接なのか、アーク溶接なのか分かりません。 友人はこれを自慢げに「ハイブリッド溶接」と呼んでいます。今風で、何かカッケ~!です。この友人のネーミングセンスは見習うところです。 また、これだと最も単価の安い「2.0mm」の溶接棒も、楽勝で使えるとの事です。(一般的には家庭用溶接機で使用できる溶接棒は1.4mm、1.6mmです) ただ気をつけなければならないのは、何らかの理由で①溶接棒と母材の間隔より、溶接棒とガス缶の間隔の方が小さくなり、②「溶接棒」→「ガス缶」→「アース」という電気回路が構成され、③溶接棒とガス缶の間でアークが発生する。という条件が整うと、ガス爆発を起こす恐れがある。との事でした。(経験はしていないとの事ですが・・・:笑) また、スパッタ(溶接時に発生する、灼熱の金属粒)も要注意です。ガス缶に直接かかると、引火・爆発する恐れがあります。 (注)記載内容について実践される場合、全て自己責任でお願いします。愚生およびルナは、一切その責任を負いません。 で、彼はその安全対策として、ガス缶をビニールテープでぐるぐる巻きにして、更にその上に百均で買ったペットボトル保温用の(外側が綿素材の)袋に入れていました。二次側電圧は40V程度なので、これで十分絶縁耐電圧を確保できるんだそうです。 【運棒】 私の運棒は、全く下手くそです。ただ、気をつけているのは、家庭用溶接機は溶接機容量が小さく、溶接棒も細いので、溶接したい箇所(溶接線)に沿って溶接棒を横に移動させるだけでは、くっつけたい母材のうち、最初にアークが発生した片方の母材にのみ継続してアークが発生するため、フラックスをたたき割って、溶接部分を見ると、片方の母材にしかビードが乗っていない事が大半です。(汗) ですから、家庭用溶接機では、特に両母材間をジグザグに動かす「ウィビング」が必須となります。 私の場合「まあ、失敗したらサンダーで削って、やり直せばいいかぁ!」位の軽い気持ちで溶接すると、うまくいく事が多いです。(笑) 【母材に穴を開けちまった場合の対処方法について】 溶接機容量が小さくても、母材を確実に溶かすには、運棒速度を遅くすればいいのですが、遅くしすぎると母材に穴が開きます。(汗)取り替えが出来るパーツならいいのですが、これがルナのフレームに穴を開けたりすると、一瞬冷や汗が出ます。 穴をふさごうと、その穴の位置でアーク溶接を継続させると、更に穴を広げてしまう事になります。 穴をふさぐには、その穴の外周より更に1cm程度、被害が及んでいない母材の部分にビードを置いて、その厚さを保険にして、だんだんと渦巻きを描くように、穴の中心に攻め込んでいきます。 穴のあった場所にはかなり大きなビードのコブが出来ますが、後でサンダーで削って整形できます。 以上、溶接のコツでした。でも、ナヤカヤ言うより、結局は訓練して慣れることだと思います。 私自身、めったに溶接はしないもので、コツを掴んでも体が覚えるまでには至らず、次回、同じ失敗を繰り返します。今回のこのページは、いわば備忘録のつもりで作っています。 つまりバギーの話から大きく脱線している、言い訳と言うことですね~・・・(笑)。 すいません。 こちらにも、溶接のことを少し載せています。 |
|||
| 【2012年04月08日追加】 | |||
 |
【我流!ハイブリッド溶接について】 ハイブリッド溶接は、100Vアーク溶接機で不足する熱量を、ガスバーナーで補おうとする、大変危険な裏技です。 お金のある人は、安定したアークの出る高級な溶接機を購入される事をお勧めします。 ハイブリッド溶接のポイントは、3つです。 ①ガス缶を電気絶縁する。 ②ガス缶を通る電気回路は、絶対に作らない。 ③スパッダ(金属火花)からガス缶を隔離する。 この3つの条件を維持できるなら、安全です(たぶん・・・) |
||
 |
100V家庭用交流アーク溶接機は、一般に芯径が1.4mm又は1.6mmの軟鉄低電圧用溶接棒を使用しますが、ハイブリッド溶接では、熱容量が大きいため2.0mmの溶接棒でも、難なく使用できます。 | ||
 |
倉庫にあった約3.5mmの鉄板の端切れを、パッチワークのように溶接しました。 | ||
 |
裏側も溶接しました。 溶接技術そのものは、目も覆いたくなるくらい下手くそですが、しっかり溶着しています。 ハイブリッドの勝利です。 |
||
 |
画像をクリックするとユーチューブの動画にジャンプします。 ガスバーナーで熱量を増してやると、溶接棒が母材にくっつかなくなり、快適です。 ってか、動画内で、何回もお伝えしていますが、家庭用アーク溶接機を使う時に最も重要な事は、捨て板(金属板)での予備アークってか、プレ・アーク(正式名称を知りません)だと思います。 これをやるのとやらないのでは、初期アークの出方に、雲泥の差があります。 何をやるにしても、全て自己責任でお願いします。 当方は、一切、その責任を負いません。 |
||